

Was machen wir im Labor?
2011 wurde an der Fakultät Maschinenbau der OTH Regensburg das Labor Laser-Materialbearbeitung eingerichtet. Finanziert aus Mitteln der Hochschule, eingeworbener Drittmittel und Leihgaben von Industriepartnern wurden Laser-Versuchsanlagen sowie 3D-Drucker installiert und weiteres Laborequipment beschafft. Das Labor ist eingebunden in den Forschungscluster „Konstruktion mit Kunststoffen, Schwerpunkt Fügetechnik und Leichtbau“.
Im Labor sind wissenschaftliche Mitarbeiter:innen und Studierende mit der Bearbeitung öffentlich geförderter und durch Industriepartner direkt finanzierte F&E-Projekte beschäftigt.
Neben der Bearbeitung von F&E-Projekten dient das Laser-Labor zur Ausbildung der Studierenden im Rahmen von Abschluss- und Projektarbeiten. Zudem finden praktische Vorführungen im Rahmen von Vorlesungen sowie Praktika statt.
Forschungsthemen:
- Laserstrahlfügen von Kunststoff- und Metallbauteilen
- Fertigungs- und funktionsgerechte Gestaltung additiv zu fertigender Bauteile
- Additive Fertigung von Kunststoffbauteilen
Seit Herbst 2019 befindet sich das Labor am Technologie Campus Parsberg-Lupburg.
Hier ein kleiner Auszug aus unserer Arbeit im Labor: Prozessanalyse des Laser-Metallschweißens
Pressemitteilungen zum Labor finden Sie in unserem Archiv:
Lehre im Labor
Im Rahmen der Vorlesungen „LMP-Laser Material Processing“ und „LAF-Lasergestützte und Additive Fertigung" finden praktische Vorführungen im Labor statt.
Zudem werden im LMP-Labor im Rahmen des Praktikums PMS zwei Versuche angeboten (Additive Fertigung, Laser-Metallschweißen).
Weiterhin gibt es ständig neue Aufgabenstellungen, die von Studierenden in Form von Abschluss- oder Projektarbeiten in allen Studiengängen der Fakultät bearbeitet werden.
Laufende und abgeschlossene Forschungsprojekte
-
Das Fused Layer Modeling (FLM) ist weit verbreitet und findet in der Industrie vor allem wegen seiner Materialvielfalt und geringer Kosten immer mehr Akzeptanz. Limitiert wird es jedoch durch eine Anisotropie der Bauteileigenschaften. Die Festigkeit und Duktilität der gedruckten Teile ist in Aufbaurichtung deutlich geringer als senkrecht dazu. Ursache hierfür ist eine unzureichende Schichthaftung, die aus einer zu geringen Oberflächentemperatur in der Prozesszone resultiert. Ziel dieses Projekts ist es, einen Diodenlaser in das konventionelle FLM-Verfahren zu integrieren, um die Bauteiloberfläche unmittelbar vor dem Ablegen eines neuen Kunststoffstrangs vorzuwärmen. Vorversuche zeigen hier bereits eine deutliche Verbesserung der Mesostruktur im Inneren der Bauteile sowie eine maßgebliche Reduzierung der Anisotropie gedruckter Probekörper. Auf Basis dieser Ergebnisse wird ein vorwettbewerblicher Prototyp entwickelt, mithilfe dessen der LE-FLM-Prozess qualifiziert werden soll.
- Projektlaufzeit: 06/2024 – 05/2027
- Projektträger: Bundesministerium für Wirtschaft und Klimaschutz (BMWK)
- Projektvolumen: 646.000 €
- Projektpartner: Multec GmbH, Salem
- Bearbeitung durch Doktoranden und Masterstudierende in Teilzeit
-
Der 3D-Druck hat sich weitgehend in der Industrie, z.B. im Prototypenbau etabliert und wird erfolgreich in der Kleinserienproduktion oder im Betriebsmittelbau eingesetzt. Das FLM-Verfahren (Fused Layer Modelling) punktet dabei vor allem durch eine günstige, flexible und einfach handhabbare Anlagentechnik, die sich gerade für KMUs aufgrund einer enormen Vielfalt an druckbaren Materialien als profitabel darstellt. Limitiert wird es jedoch durch eine unzureichende mechanische Belastbarkeit der Bauteile in Druckrichtung. Grund hierfür ist die geringe Schichthaftung, die aus einer reduzierten Temperatur in der Prozesszone resultiert.
Zielsetzung des Projektes war die Optimierung des konventionellen FLM-3D-Druckprozess mithilfe eines thermodiagnostischen Ansatzes. Hierfür sollte die Prozesstemperatur während des Druckprozesses durch eine entwickelte Miniatur-IR-Kamera gemessen und anhand dieser die Lagenverschweißung abgeschätzt werden. Mithilfe der Korrelation zwischen Prozessparameter, Temperatur und mechanischer Festigkeit lassen sich konkrete Aussagen über die Prozessparameter treffen, die für eine optimale Verschweißung notwendig sind. Unterstützt wurde dies durch eine im Projekt zu entwickelnde Prozesssimulation, die das räumliche Temperaturfeld während dem Druck berechnet. Messsystem sowie o.g. Korrelationen bildeten zudem die Basis für eine Temperaturregelung, die eine stets optimale Lagenverschweißung sicherstellt.
- Projektlaufzeit: 06/2023 – 05/2026
- Projektträger: INTERREG BY-CZ (EFRE-Fördermittel)
- Projektvolumen: 848.850 €
- Projektpartner: Abteilung für Infrarottechnologien (IRT) des New Technology Research Center (NTC) - Pilsen (CZ)
- Bearbeitung durch Doktoranden und Masterstudierende in Teilzeit

-
Im Projekt CTC wurden die Grundlagen für das Laser‐Kunststoffschweißen ohne absorbierende Zusätze im Bauteil erforscht. Insbesondere wurde hierbei auf Fügeanwendungen in der Medizintechnik abgezielt, bei denen sehr hohe Anforderungen an Präzision, Prozesssicherheit und Sauberkeit bei gleichzeitig sehr großen Stückzahlen vorherrschen.
Beim Laserschweißen von Kunststoffen werden üblicherweise die beiden zu fügenden Teile im Überlapp verbunden, wobei der obere der beiden Fügepartner für den Laserstrahl durchsichtig ist, während der untere mit laserstrahlabsorbierenden Zusätzen versehen ist. In der Medizintechnik sind diese absorbierenden Zusätze jedoch oft störend, weshalb im Rahmen des Projekts auf diese Zusätze verzichtet und die Absorption der Laserstrahlung durch eine geeignete Laserwellenlänge und Strahlformung erzeugt wurde. Die Prozessführung ist hierbei allerdings ausgesprochen kritisch und für einen Großserieneinsatz noch nicht geeignet, weshalb es einer grundlegenden Erforschung der unterschiedlichen Einflussgrößen wie z.B. Strahlformung, Laser-Leistungsdichteverteilung, Spannkrafteinleitung auf die Qualität der Schweißnaht bedurfte. Dieser Aufgabe stellte sich ein Konsortium aus einem Schweißanlagenhersteller, einem Hersteller von Laser-Optiken, einem Hersteller von Medizintechnik-Produkten aus Kunststoff und das Labor-Lasermaterialbearbeitung an der Fakultät Maschinenbau.
- Projektlaufzeit: 03/2022 - 02/2026
- Projektträger: Bayerische Forschungsstiftung
- Projektvolumen: 410.600 €
- Projektpartner:
- Evosys Laser GmbH, Erlangen
- Gerresheimer Regensburg GmbH, Wackersdorf
- AdlOptica Optical Systems GmbH, Berlin
- Bearbeitung durch Doktoranden und Masterstudierende in Teilzeit
-
Fügeprozesse wie das Laserschweißen von Kunststoffen weisen eine sehr hohe Wertschöpfung auf, weshalb deren Überwachung in der industriellen Fertigung immer wichtiger wird. Ziel des Projekts GipoWELD war eine deutliche Verbesserung der Prozessüberwachung für das quasi-simultane Laser-Durchstrahlschweißen von faserverstärkten Kunststoffen. Dazu wurde eine neuartige Online-Prozessdiagnostik entwickelt, die aus einer pyrometrischen Temperaturmessung und einer simultanen Überwachung der Nahtausbildung mittels optischer Kohärenztomographie besteht. Die Kombination zweier Überwachungsmethoden erlaubt völlig neue Diagnoseansätze.
- Projektlaufzeit: 08/2020 - 04/2025
- Projektträger: Bayerisches Staatsministerium für Wirtschaft, Landesentwicklung und Energie
- Projektvolumen: 1,03 Mio. €
- Projektpartner:
- ARGES GmbH, Wackersdorf
- Robert Bosch GmbH, Reutlingen
- Bearbeitung durch Doktoranden und Masterstudierende in Teilzeit
-
Erforschung eines hochdynamischen 3D-Laser-Scanners mit integriertem Pyrometer und räumlicher Strahlungs-Intensitätsanpassung zum temperaturgeregelten Laser-Durchstrahlschweißen transparenter Kunststoffe
- Projektlaufzeit: 11/2016 - 03/2020
- Projektträger: VDI/VDE Innovation + Technik GmbH, Geschäftsstelle München
- Projektvolumen: 1,58 Mio. €
- Projektpartner:
- Bayerisches Laserzentrum gemeinnützige Forschungsgesellschaft mbH - Erlangen
- Gerresheimer Regensburg GmbH - Regensburg
- LPKF WeldingQuipment GmbH - Fürth
- MICRO-EPSILON-MESSTECHNIK GmbH & Co. KG - Ortenburg
- Nexlase GmbH - Gröbenzell
- Bearbeitung durch Doktoranden und Masterstudierende in Teilzeit
-
Im Fokus des Projekts steht die grundlagenorientierte Erforschung einer Prozesskette zur Herstellung tragender Faserverbundstrukturen mit thermoplastischer Matrix, bestehend aus einem Komponentenherstellungsprozess und dem Laser-Durchstrahlschweißen als Verbindungstechnologie.
- Projektlaufzeit: 09/2016 - 03/2019
- Projektträger: Regierung der Oberpfalz - Europäischer Fonds für Regionale Entwicklung (EFRE)
- Projektvolumen: 1,13 Mio. €
- Projektpartner: New Technologies - Research Centre, University of West Bohemia
- Bearbeitung durch Doktoranden und Masterstudierende in Teilzeit
-
- Projektlaufzeit: 5/2012 – 12/2015
- Projektträger: Bayerisches Staatsministerium für Bildung und Kultus, Wissenschaft und Kunst
- Fördersumme: 260.000 €
- Bearbeitung durch Doktoranden und Masterstudierende in Teilzeit
Publikationen
Unsere Publikationen finden Sie hier:
Laborausstattung
Laser-Versuchsanlagen
-
Hochdynamisches Achssystem mit Festoptik
Faserlaser: P = 200 W, λ = 1997 nm
Strahlformung bis NA 0,45 mit unterschiedlichen Intensitätsverteilungen
Arbeitsfeld: 300 x 200 mm²
Spanntechnik: manuell
Optische Kohärenztomographie zur in-situ Prozessüberwachung
Foto: Stefan Hierl / OTH Regensburg
-
2D-Galvanometerscanner mit f-Theta Objektiv
DILAS-Diodenlaser, fasergekoppelt: P = 200 W, λ = 980 nm, Faserkerndurchmesser 200 µm, NA 0,2
Arbeitsfeld: 175 x 175 mm²
Pneumatische Vier-Säulen-Spanntechnik mit integrierter Kraftmessdose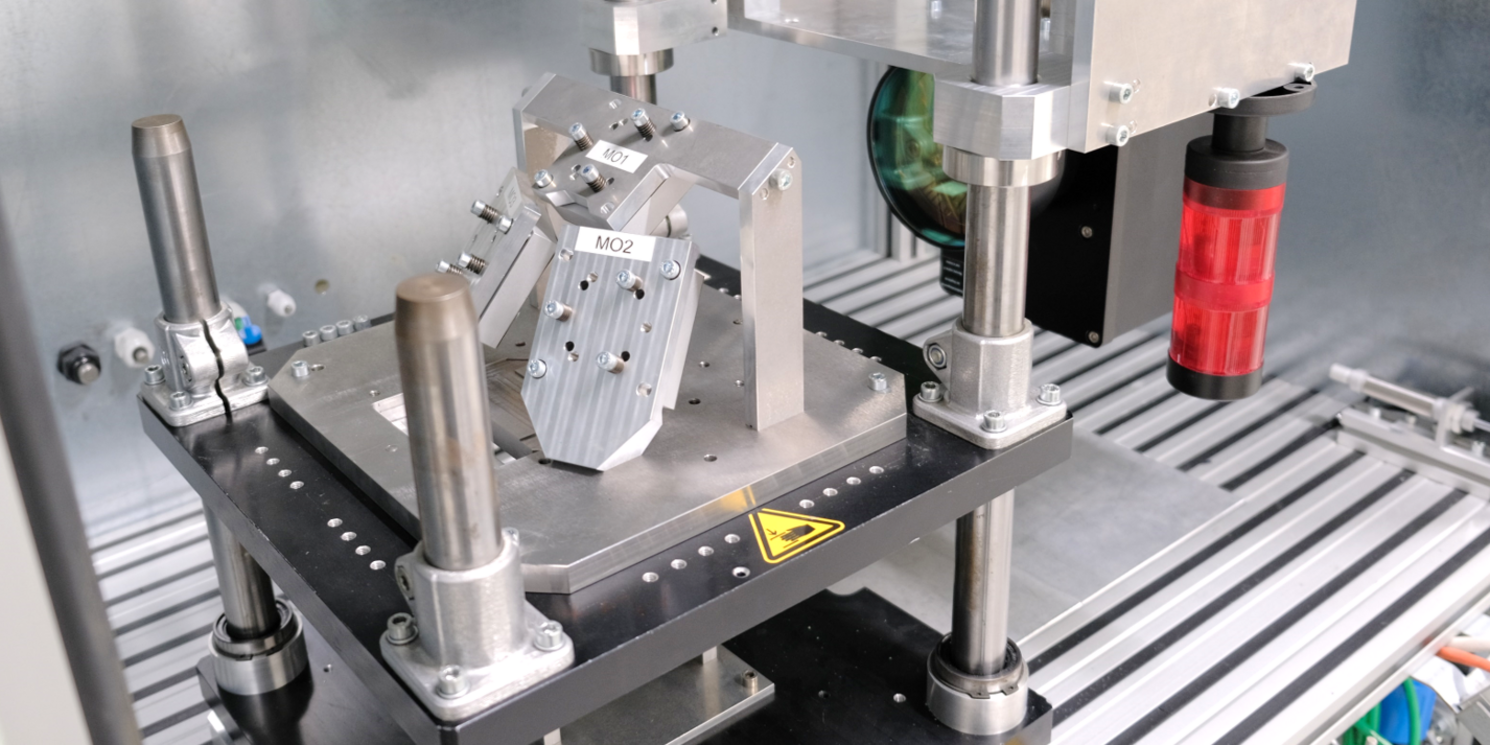
Foto: Stefan Hierl / OTH Regensburg
-
3D-Scanner mit koaxialer Temperaturmesstechnik (λPyro = 1,7 µm bis 2,1 µm)
Faserlaser: P = 300 W, λ = 1,07 µm
Arbeitsfeld: 400 x 400 mm²
Spantechnik: hydraulisch, geregelt
Foto: Stefan Hierl / OTH Regensburg
-
Laserleistung: 5000 W
Strahlqualität an der Einkopplung in das LLK 4 mm▪mrad
Wellenlänge: 1030 nm
Lichtleitkabel: Kerndurchmesser 100 µm, NA 0,1
Numerische Apertur an der Auskopplung nach LLK 0,1
Foto: Lukas Koller / OTH Regensburg
Additive Fertigungsanlagen
-
Bauraum xyz: 350 x 305 x 305 mm
Beheizte Baukammer
Wasserlösliche Supportstruktur
Schichthöhe: 0,127 mm bis 0,330 mm
Min. Wandstärke: 0,4 mm
Datenaustausch: LAN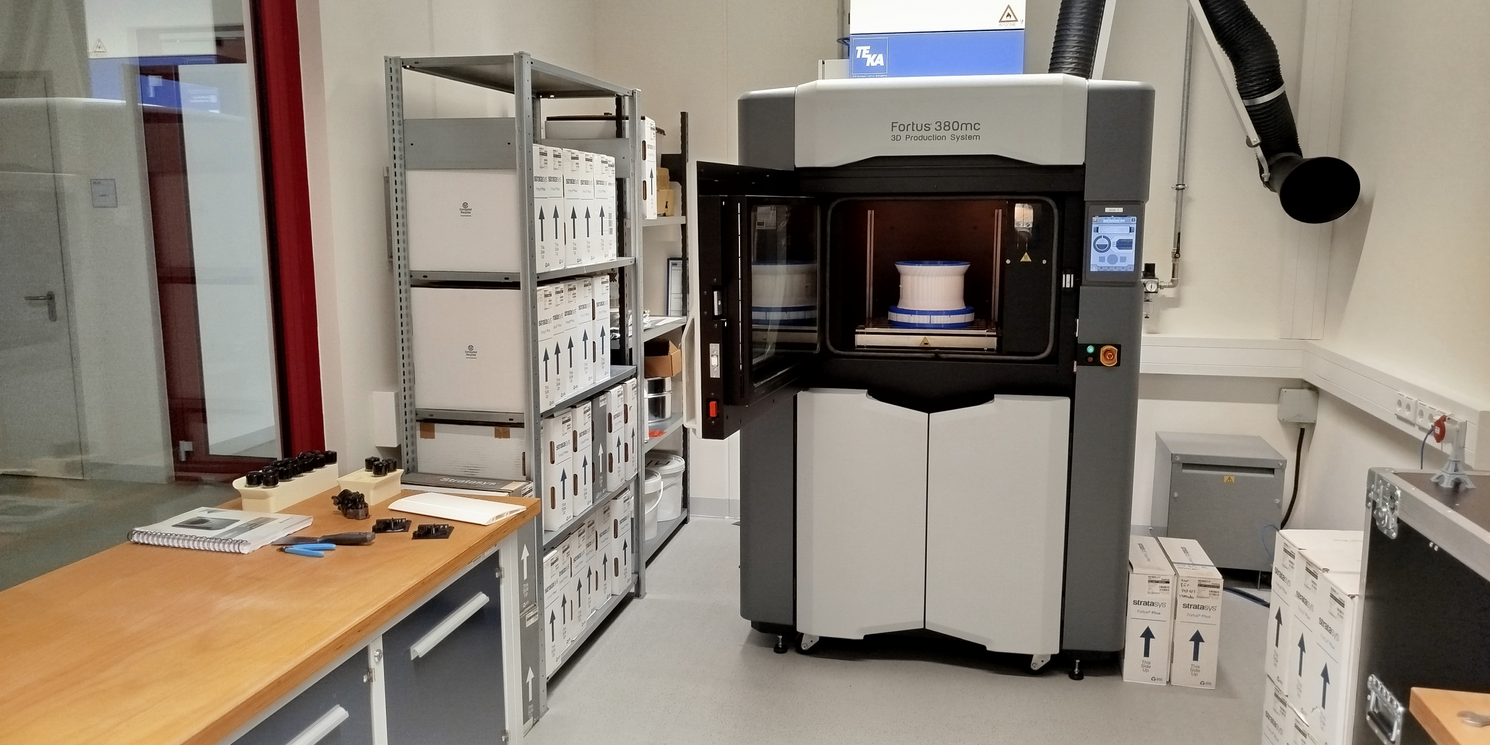
Foto: Lukas Koller / OTH Regensburg
-
Bauraum xyz : 250 x 210 x 200 mm
Druckbett: beheizt, tauschbar, PEI-beschichtet
Filament-Druchmesser: 1,75 mm
Layerhöhe: ab 0,05 mm
Max. Extruder-Temperatur: 300 °C
Max. Druckbett-Temperatur: 120 °C
Datenaustausch: SD-Karte, USB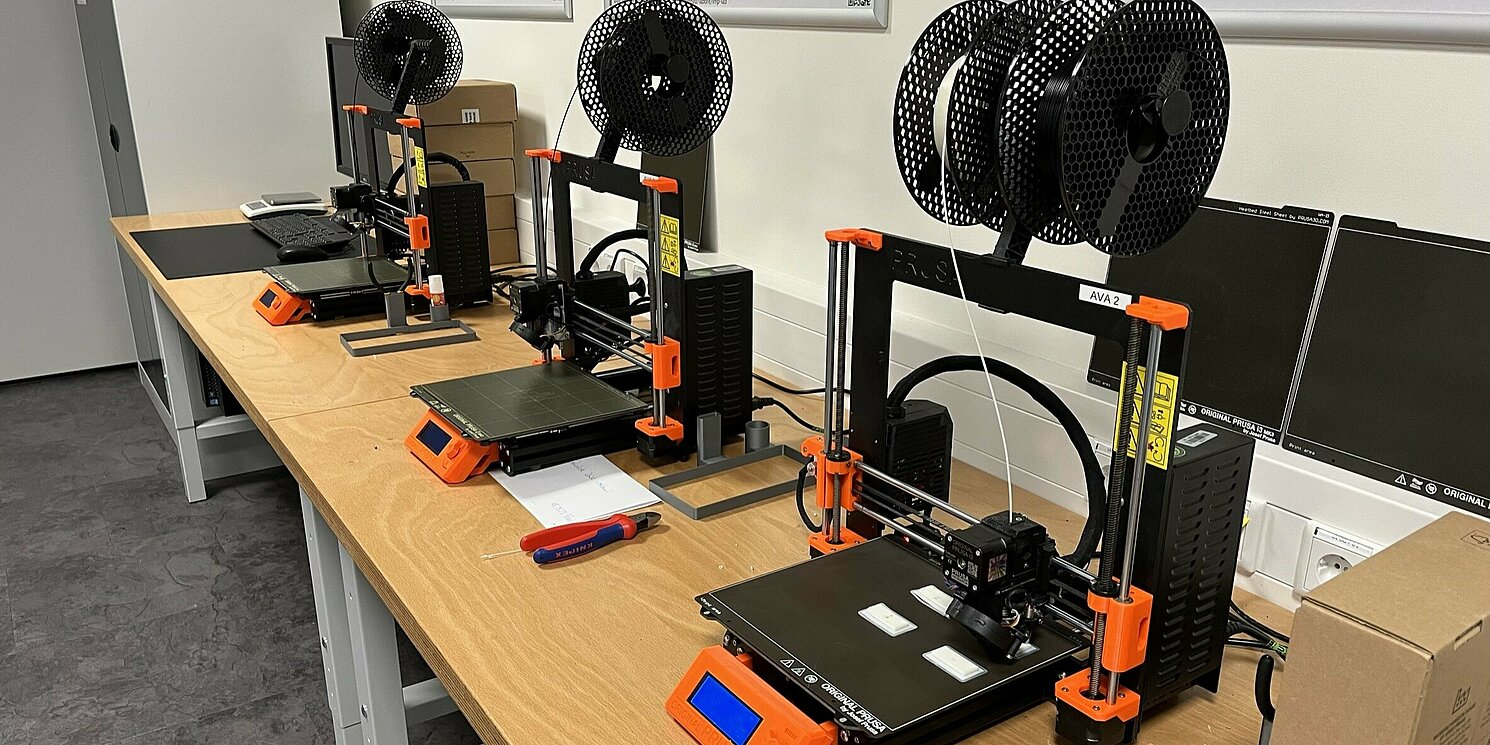
Foto: Stefan Hierl / OTH Regensburg
-
Bauraum xyz: 120 x 68 x 150 mm
Material: UV sensitives Flüssigharz
Min. Schichthöhe: 0,01 mm
Auflösung: 0,047 mm in XY-Achsen
UV Wellenlänge: 405 nm
Geschwindigkeit: 6 Sekunden pro Schicht
Datenaustausch: USB, WiFi, LAN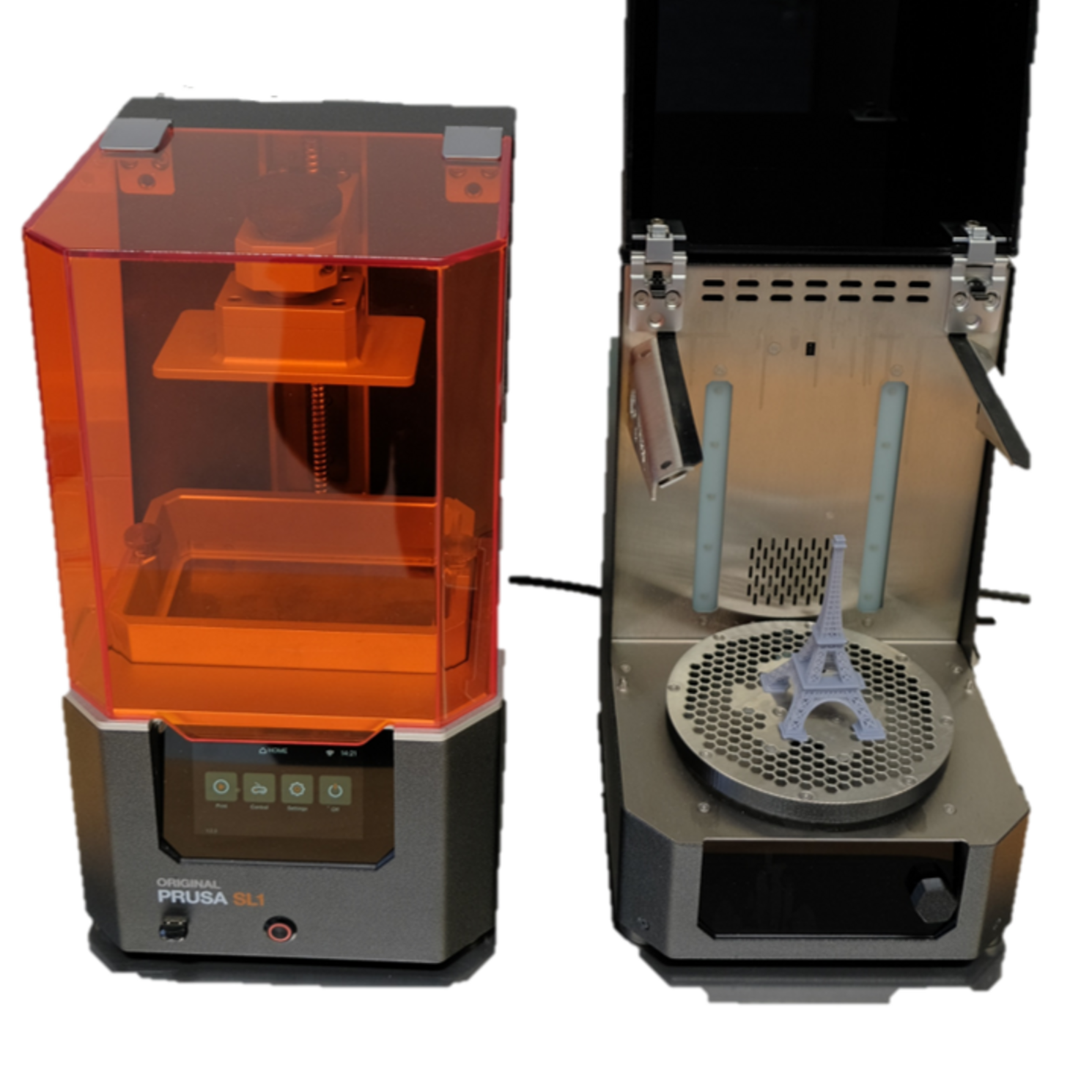
Bild: Dennis Meisner / OTH Regensburg
-
Druckbereich xyz: 150 x 200 x 260 mm
Lasersystem: IR Laser Diode 5 Watt
Wellenlänge: 808 nm
Genauigkeit XY: 0,05mm
Schichthöhe Z: 0,075 - 0,175 mm
Min. Wandstärke: 0,4 mm
Datenaustausch: Wifi, USB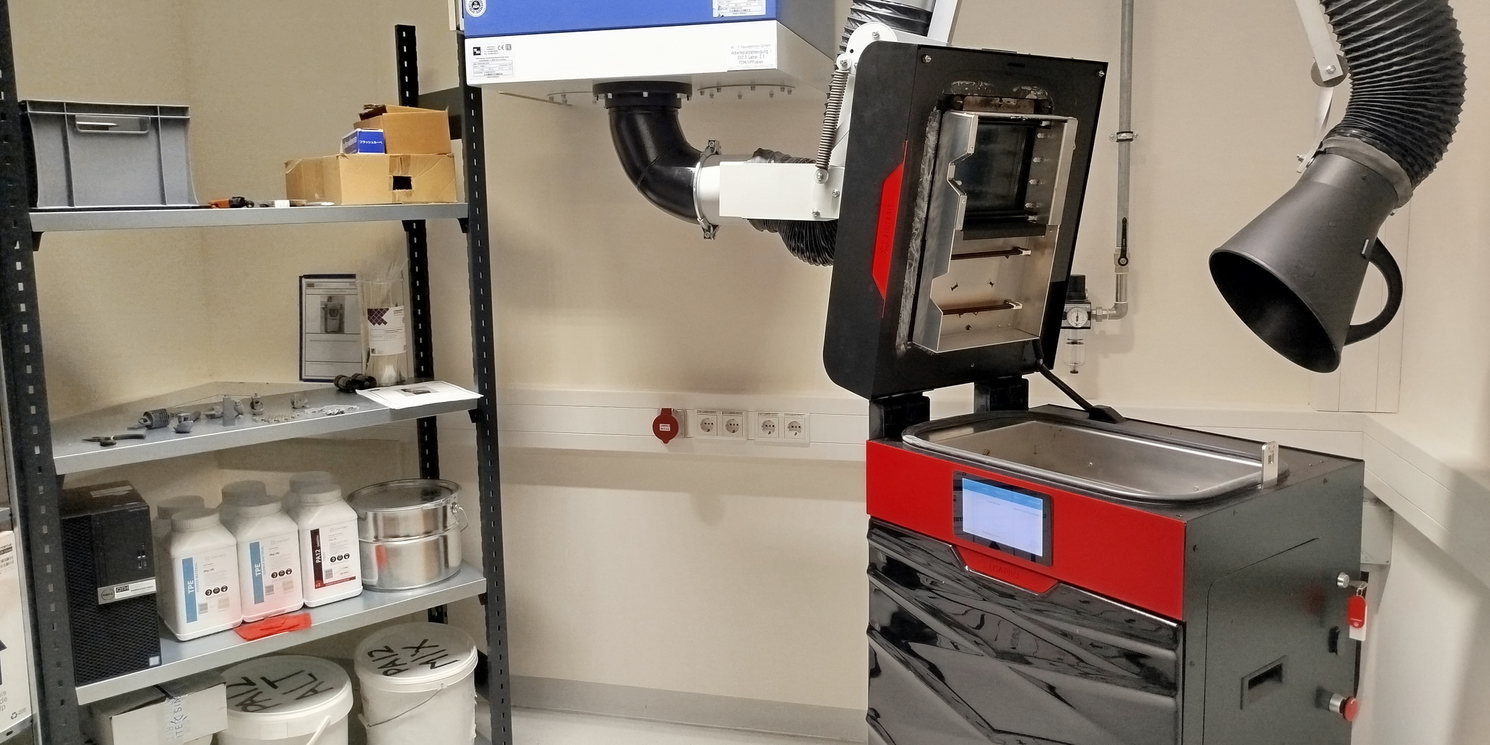
Bild: Lukas Koller / OTH Regensburg
-
Druckbereich xyz: 650 x 500 x 800 mm³
4-Fach Druckkopf
Schichthöhe: 0,05 mm bis 0,6 mm
Max. Düsentemperatur 275 °C
Datenaustausch: LAN
Bild: Lukas Koller / OTH Regensburg
Zusätzliche Laborausstattung
-
NanoScan 2s Pyro/9/5-MIR-PRO
λ = 0,9 µm bis 5 µm
Direkte Strahlvermessung bis zu 9 mm Durchmesser
Luftgekühlter Laser-Leistungsmesskopf:
Pmax = 600 W; λ = 0,2 µm bis 2,1 µm
Wassergekühlter Laser-Leistungsmesskopf:
Pmax = 1500 W; λ = 0,2 µm bis 11 µm
CMOS-Kamera 1202
λ = 0,4 µm bis 1,3 µm
Div. Strahlabschwächer und Objektive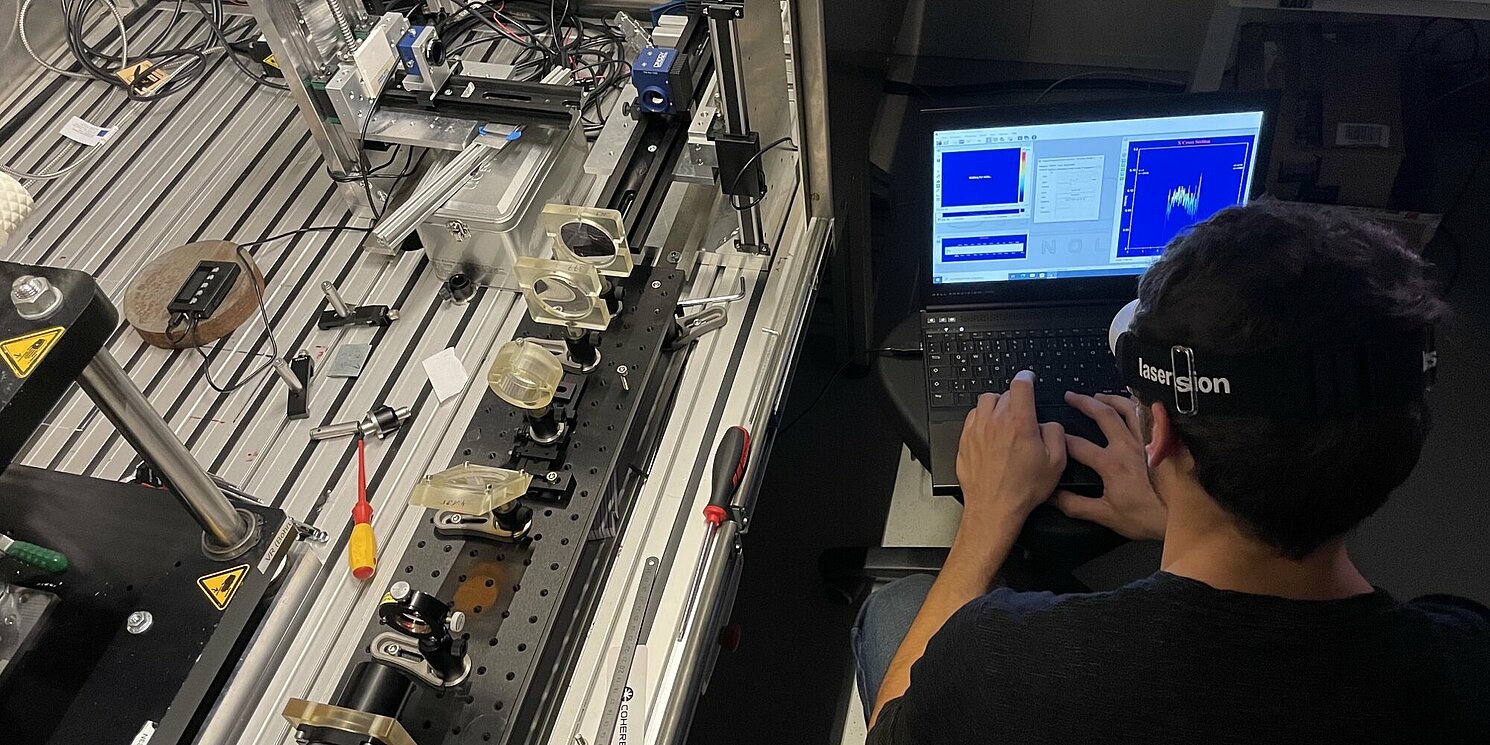
Foto: Johannes Tröger / OTH Regensburg
-
- Strahlungspyrometer: Sensortherm Metis HI18
λ = 1,7 µm bis 2,1 µm
Messrate: 50 kHz - Strahlungspyrometer: Sensortherm Metis H318
λ = 1,7 µm bis 2,1 µm
Messrate: 50 kHz - Strahlungspyrometer: Sensortherm Metis M323
λ = 2 µm bis 2,6 µm
manuell fokussierbar - Strahlungspyrometer: µEpsilon CTLM-3LSF60-C3
λ = 2 µm bis 2,6 µm - Strahlungspyrometer: µEpsilon Versuchsmesskopf
λ = 2 µm bis 2,6 µm - IR-Kamera: Optris PI 400
λ = 8 µm bis 14 µm
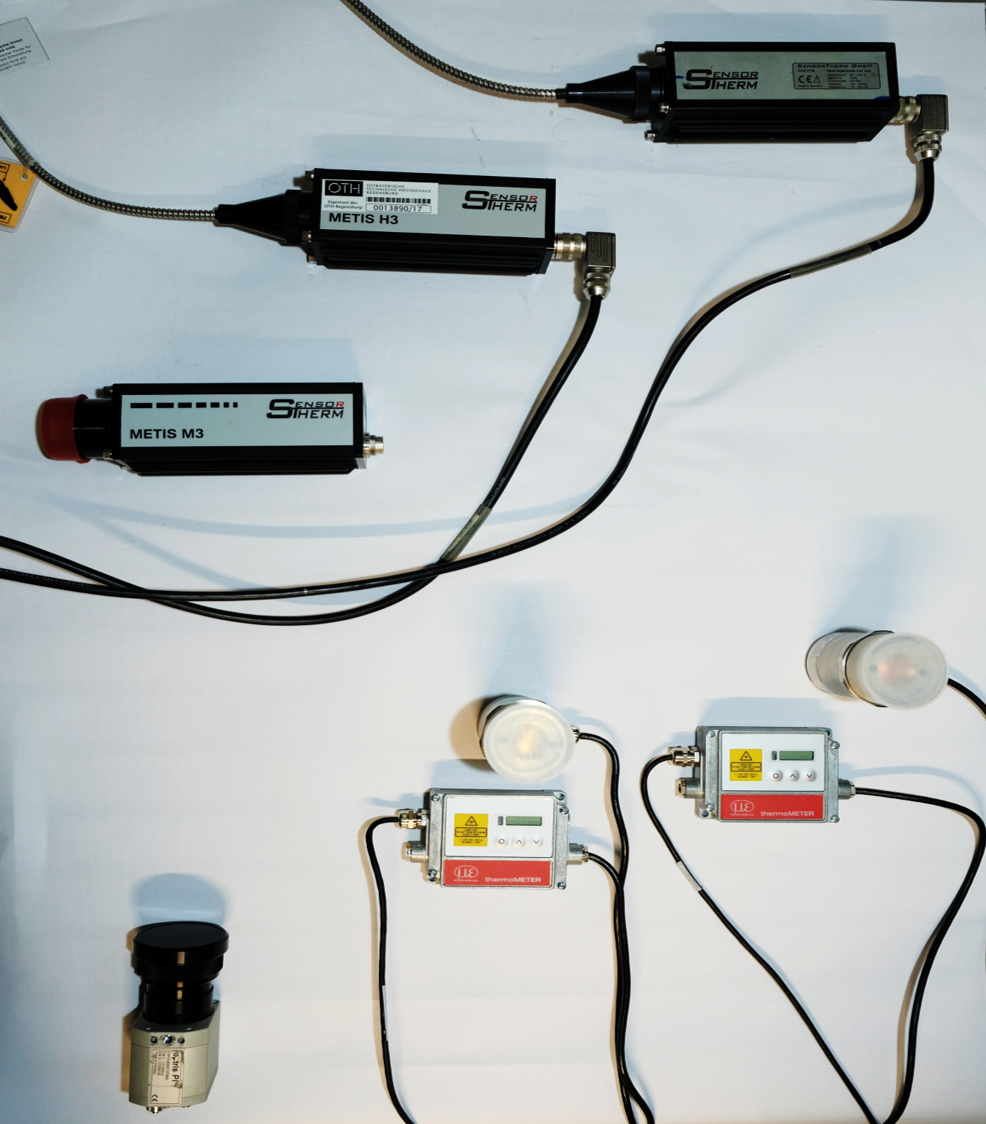
- Strahlungspyrometer: Sensortherm Metis HI18
-
Leica RM2255

Weitere Ausstattung